
Image Source: Google
Conveyor belts are an indispensable part of various industries, facilitating the movement of materials and products efficiently. Steel breaker conveyor belts have emerged as a game-changer in the industry, revolutionizing the way materials are transported and handled. These innovative conveyor belts offer enhanced durability, strength, and efficiency, making them ideal for heavy-duty applications in mining, construction, agriculture, and other sectors. Refer Link: https://www.monsterbelting.com/steel-breaker-conveyor-belts/
The Advantages of Steel Breaker Conveyor Belts
Durability
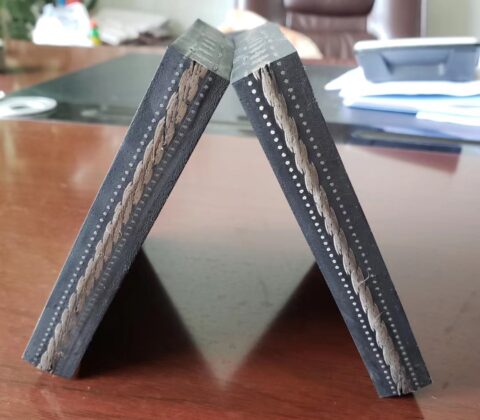
- Steel breaker conveyor belts are highly durable and can withstand heavy loads, abrasive materials, and harsh environmental conditions.
- They have a longer lifespan compared to traditional conveyor belts, reducing the frequency of replacements and maintenance costs.
Strength
- These belts are designed to handle high-tension applications, ensuring the safe and efficient transport of heavy materials.
- They can resist tearing, punctures, and impact damage, making them suitable for rugged industrial environments.
Efficiency
- Steel breaker conveyor belts offer smooth and consistent material flow, reducing the risk of jams and blockages.
- They can operate at high speeds and handle a wide range of materials, improving overall productivity and throughput.
Applications of Steel Breaker Conveyor Belts
Steel breaker conveyor belts find widespread use across various industries due to their superior performance and reliability. Some of the key applications include:
- Mining: These belts are utilized in mining operations to transport ores, coal, and other bulk materials efficiently.
- Construction: Steel breaker conveyor belts are essential for handling aggregates, sand, gravel, and other construction materials on job sites.
- Agriculture: They are used in agricultural settings for conveying grains, seeds, fertilizers, and other agricultural products.
- Manufacturing: Steel breaker conveyor belts play a crucial role in manufacturing facilities for moving raw materials, parts, and finished products along the production line.
Choosing the Right Steel Breaker Conveyor Belt
When selecting a steel breaker conveyor belt for your application, it is essential to consider the following factors:
- Material Compatibility: Ensure that the belt is compatible with the type of materials being transported to prevent damage and premature wear.
- Strength and Load Capacity: Select a belt with the appropriate tensile strength and load capacity to handle the specific requirements of your operation.
- Width and Length: Choose a belt width and length that are suitable for the conveyor system and the layout of your facility.
- Safety Features: Look for belts with safety features such as rip detection systems and emergency stop controls to enhance worker safety.
- Maintenance Requirements: Consider the maintenance needs of the belt, including cleaning, lubrication, and inspection, to ensure optimal performance and longevity.
Conclusion
Steel breaker conveyor belts have transformed the way industries handle material transportation, offering unmatched durability, strength, and efficiency. By investing in these innovative belts, companies can enhance their operational performance, increase productivity, and reduce downtime and maintenance costs. With their versatile applications and superior performance, steel breaker conveyor belts are set to continue revolutionizing various sectors and driving industrial progress.